埋弧自動(dòng)焊在大厚板上的應(yīng)用
埋弧自動(dòng)焊在大厚板上的應(yīng)用
扁明亮
(西安國(guó)水風(fēng)電設(shè)備股份有限公司,西安71 0038)
摘要:為了及早完成大厚板埋弧自動(dòng)焊工作,對(duì)可能隱藏的問題進(jìn)行了詳細(xì)研究,并采用行之有效的焊接方法,讓接頭的焊接效果得以保證。經(jīng)實(shí)踐表明,在企業(yè)降本增效階段,埋弧自動(dòng)焊在大厚板上的使用非常有效。
關(guān)鍵詞:埋弧自動(dòng)焊;大厚板;問題;運(yùn)用
DOI: 10.16640/j.cnki.37-1222/t,2018.10.046 i
埋弧自動(dòng)焊擁有焊縫質(zhì)量好、勞動(dòng)率高、焊接條件好等優(yōu)勢(shì),在大厚板焊接中推廣使用,但因其容易變形、易出現(xiàn)氣孔等問題,導(dǎo)致理弧自動(dòng)焊的一次成功率較低。對(duì)于這個(gè)現(xiàn)象,結(jié)合項(xiàng)目實(shí)際情況及大量測(cè)試,優(yōu)化了焊接工藝,加大了焊接一次成功率,并取得了較好的效益。
1問題提出
大厚板使用埋弧自動(dòng)焊進(jìn)行處理,不僅能提升勞動(dòng)制造效率,減少工作強(qiáng)度,優(yōu)化工作環(huán)境,還不浪費(fèi)焊條電弧焊的焊端,能節(jié)省生產(chǎn)費(fèi)用,但大厚板埋弧自動(dòng)焊焊接容易出現(xiàn)氣孔、裂縫、雜物、未熔合等問題。
2原因介紹
(1)因大厚板框架剛性大,焊接過(guò)程中冷卻速度快,焊縫受到很大的約束,由此焊接殘余應(yīng)力很大。
(2)焊接過(guò)程,焊接工藝指標(biāo)對(duì)焊頭的框架、性能以及缺陷的產(chǎn)生有很大影響。焊接線能量很小對(duì),容易出現(xiàn)冷裂縫、未熔合及夾渣等問題;焊接線能量偏大時(shí),容易導(dǎo)致焊縫和熱影響區(qū)組織和性能急劇降低。
(3)在坡口底部小截面位置打底焊時(shí),使用很大的電流處理時(shí),焊縫出現(xiàn)系數(shù)低,焊接熔池深且窄,在焊紋結(jié)晶過(guò)程中,、因先結(jié)晶的金屬很純,后結(jié)晶的金屬雜物很多,并聚集在晶粒周邊,伴隨柱狀晶的增大與推移,將雜物排進(jìn)熔池內(nèi)部,這類雜物的熔點(diǎn)很低,易出現(xiàn)液態(tài)薄膜”。在固液相條件下,在焊接應(yīng)力的影響卜出現(xiàn)結(jié)晶裂縫,當(dāng)焊接電流很小及坡口底部截面很小時(shí),熔池內(nèi)的氣體與夾雜物很難浮出表面,極易出現(xiàn)氣孔與夾渣。
(4)在底部坡口截面很小位置焊接時(shí),如果電弧電壓較大,焊接電弧上熱量大多數(shù)被坡口兩邊的母材吸收,而底部由于缺少充足的熱量熔化母材與焊劑,容易出現(xiàn)未熔合、沒有焊透以及災(zāi)渣等問題。
(5)筒節(jié)直縫焊接時(shí),在焊到筒節(jié)另一頭和引出板接近時(shí),電弧壓力突然減少,并易出現(xiàn)短路;
3埋弧自動(dòng)焊于大厚板上的運(yùn)用
結(jié)合大厚板埋弧智能焊的焊接特征,主要控制了如下工序:
(1) 16MnR鋼是低合金高強(qiáng)度材料,依據(jù)等強(qiáng)度原則,焊絲選擇343MPa級(jí)中4mm的H08MnA或HlOMn2,配HJ431。焊劑在正式焊前要烘干,烘烤溫度是250℃-300℃,保溫2小時(shí)。焊接設(shè)備MZ-1-1000埋弧焊機(jī)。
(2)部件定位。因板厚很大,定位焊焊接厚度需要6-8mm,長(zhǎng)度為25-35mm,間隔250-300mm,為提升效率,使用二氧化碳?xì)怏w保焊。
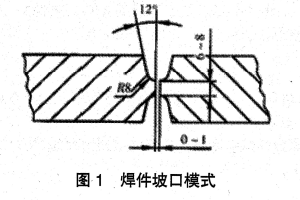
(3)坡口模式:采取機(jī)械加工,坡口模式如圖1所示。
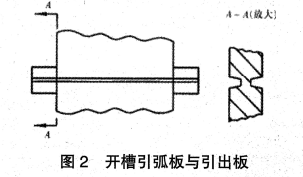
(4)焊接準(zhǔn)備工作。①清理坡口兩邊各20-30毫米區(qū)域內(nèi)的油漬、鐵銹、氧化物以及水分等雜物。②清理焊絲外觀上的油脂與銹跡,焊絲不能有折彎,焊頭打磨。③保證焊劑干凈,顆粒均勻合適,并用250℃×2小時(shí)加以烘干。對(duì)回收的焊劑要篩選,清除焊渣、粉塵、粉末等雜質(zhì),并補(bǔ)充新焊劑根據(jù)要求再次烘烤。④定位焊時(shí)焊材和被焊金屬相統(tǒng)一,且使用與正式焊一樣的方法,定位焊紋不能留下缺陷回。⑤直縫兩頭增焊大概100×100mm的引弧板與引出板,材質(zhì)與厚度同簡(jiǎn)體一樣,為了防止引弧端與收弧端電弧電壓變化,筒節(jié)端共焊紋出現(xiàn)氣孔及夾渣等問題,使用獨(dú)特的開槽引弧板與引出板,如圖2所示。
(5)焊接前預(yù)熱。把焊材坡口兩邊各180mm范圍內(nèi)的材料預(yù)熱至100℃,如此能減小焊后冷卻速率,減緩淬硬趨勢(shì),降低焊接殘留應(yīng)力,避免冷裂紋的出現(xiàn)。
(6)焊接。①正反兩側(cè)打底焊時(shí),要求焊絲瞄準(zhǔn)坡口中點(diǎn),使用比較適宜的焊接線能量,讓焊縫出現(xiàn)系數(shù)保證在1.3-2范圍以內(nèi),熔池內(nèi)的氣體與夾雜物可以完全浮出。②使用多層多道焊,除了進(jìn)行打底焊處理外,其它焊道于坡口兩邊交叉排列。焊接線能量不得太大,采取薄層焊,防止在坡口母材邊沿出現(xiàn)深凹槽及咬邊。③焊接環(huán)節(jié)注意道間熔渣處理,保證道間溫度不小于預(yù)熱氣溫。④每焊完一個(gè)焊道要進(jìn)行檢驗(yàn),對(duì)坡口母材邊沿已出現(xiàn)的深凹槽,借助砂輪打磨到覆蓋焊道可以完全熔化焊透為止。如果出現(xiàn)了咬邊、夾渣等問題,要及時(shí)進(jìn)行清理與修復(fù)。⑤背部使用碳弧氣刨清根的,要特別留意碳刨后坡口外觀的修理,對(duì)坡口外表凹凸不平位置以及外觀不規(guī)則處,要打磨修整至滿足標(biāo)準(zhǔn)為止。⑥使用cl?4mm的焊絲,焊機(jī)直流反接圈。正反面進(jìn)行底焊時(shí),焊接電流為500-600A,電壓30-34V,速度為7-9mm/s,其它焊道操怍電流為550-650A,電弧壓力為32-36V,焊速和打底焊時(shí)一樣。
(7)焊后熱處理。容器焊后實(shí)施總體消除應(yīng)力熱處理,以優(yōu)化焊縫組織及力學(xué)性能。加熱溫度580℃-620℃,保溫2小時(shí)。
4結(jié)束語(yǔ)
綜上所述,采用上述焊接方式進(jìn)行大厚板埋弧自動(dòng)焊的焊接效果得到了保證,焊接一次成功率高達(dá)98%,焊縫的力學(xué)性能符合要求,確保了設(shè)備質(zhì)量,并贏獲了時(shí)間與信譽(yù)。
參考文獻(xiàn):
[1]朱曉先.萬(wàn)箱船厚板埋弧自動(dòng)焊焊接工藝[J].科技創(chuàng)新與應(yīng)用,2014 (27).
[2]苗磊,郭曉春,李波,奧氏體不銹鋼厚板埋弧自動(dòng)焊工藝[J],化工裝備技術(shù),2002,23 (01).
[3]張秋紅,應(yīng)用STT打底焊減少埋弧自動(dòng)焊背面清根深度的可行性試驗(yàn)及分析[J].科技創(chuàng)業(yè)家,2011 (03).
官方微信售電那點(diǎn)事兒")
責(zé)任編輯:繼電保護(hù)
-

現(xiàn)貨模式下谷電用戶價(jià)值再評(píng)估
2020-10-10電力現(xiàn)貨市場(chǎng),電力交易,電力用戶 -

PPT | 高校綜合能源服務(wù)有哪些解決方案?
2020-10-09綜合能源服務(wù),清潔供熱,多能互補(bǔ) -

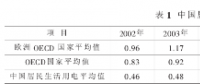
深度文章 | “十三五”以來(lái)電力消費(fèi)增長(zhǎng)原因分析及中長(zhǎng)期展望
2020-09-27電力需求,用電量,全社會(huì)用電量
-
PPT | 高校綜合能源服務(wù)有哪些解決方案?
2020-10-09綜合能源服務(wù),清潔供熱,多能互補(bǔ) -
深度文章 | “十三五”以來(lái)電力消費(fèi)增長(zhǎng)原因分析及中長(zhǎng)期展望
2020-09-27電力需求,用電量,全社會(huì)用電量 -
我國(guó)電力改革涉及的電價(jià)問題
-

電化學(xué)儲(chǔ)能應(yīng)用現(xiàn)狀及對(duì)策研究
2019-08-14電化學(xué)儲(chǔ)能應(yīng)用 -
《能源監(jiān)測(cè)與評(píng)價(jià)》——能源系統(tǒng)工程之預(yù)測(cè)和規(guī)劃
-

《能源監(jiān)測(cè)與評(píng)價(jià)》——能源系統(tǒng)工程之基本方法
-

貴州職稱論文發(fā)表選擇泛亞,論文發(fā)表有保障
2019-02-20貴州職稱論文發(fā)表 -

《電力設(shè)備管理》雜志首屆全國(guó)電力工業(yè) 特約專家征文
2019-01-05電力設(shè)備管理雜志 -

國(guó)內(nèi)首座蜂窩型集束煤倉(cāng)管理創(chuàng)新與實(shí)踐
-
人力資源和社會(huì)保障部:電線電纜制造工國(guó)家職業(yè)技能標(biāo)準(zhǔn)
-

人力資源和社會(huì)保障部:變壓器互感器制造工國(guó)家職業(yè)技能標(biāo)準(zhǔn)
-
《低壓微電網(wǎng)并網(wǎng)一體化裝置技術(shù)規(guī)范》T/CEC 150
2019-01-02低壓微電網(wǎng)技術(shù)規(guī)范
-
現(xiàn)貨模式下谷電用戶價(jià)值再評(píng)估
2020-10-10電力現(xiàn)貨市場(chǎng),電力交易,電力用戶 -

建議收藏 | 中國(guó)電價(jià)全景圖
2020-09-16電價(jià),全景圖,電力 -

一張圖讀懂我國(guó)銷售電價(jià)附加
2020-03-05銷售電價(jià)附加